

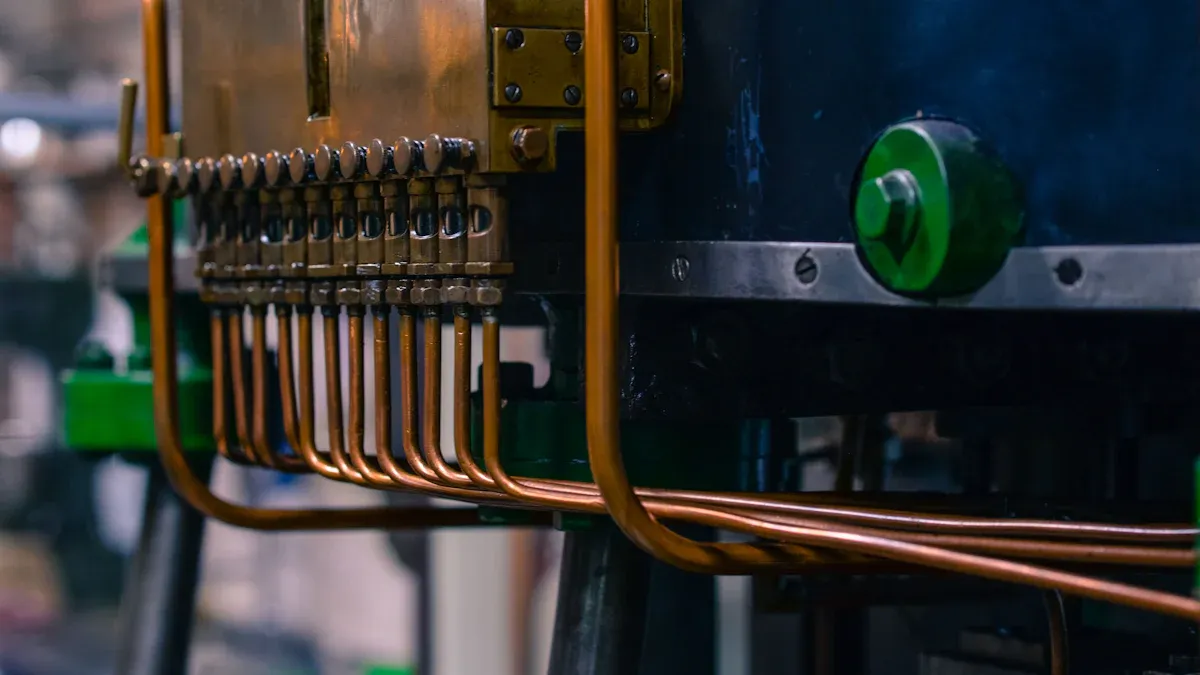
Vstřikovací lis na plasty efektivně transformuje surový plast do přesných, složitých tvarů. Tento proces nabízí pozoruhodné výhody:
- Výroba složitých dílů s vysokou rozměrovou přesností.
- Zajišťuje konzistentní kvalitu a opakovatelnost.
- Snižování výrobních nákladů ve velkovýrobě.
Pokročilé konstrukce, jako například šnekový vstřikovací lis aVstřikovací lis se šnekovým typem, zlepšit tok materiálu a optimalizovat výkon. Navíc,Dvouválcový vstřikovací lisaVstřikovací lis na šroubydále zlepšit efektivitu a výstup ve výrobním procesu.
Vstřikovací jednotka ve šnekovém vstřikovacím lisě
Vstřikovací jednotka ve šnekovém vstřikovacím lisě hraje klíčovou roli při přeměně surových plastových pelet do roztaveného stavu a jejich vstřikování do formy. Tato jednotka se skládá ze tří hlavních součástí: násypky, válce a šnekového mechanismu. Každá část přispívá k efektivitě a přesnosti procesu vstřikování.
Násypka
Zásobník slouží jako vstupní bod pro surové plastové materiály. Uchovává plastové pelety a přivádí je do sudu k dalšímu zpracování. Moderní zásobníky často zahrnují funkce, jako jsou systémy sušení materiálu, které odstraňují vlhkost z pelet a zajišťují tak optimální kvalitu taveniny. Udržováním konzistentního přísunu materiálu zásobník podporuje nepřerušované výrobní cykly ve šnekovém vstřikovacím lisu.
Hlaveň
Válec je válcová komora, ve které je umístěn šnekový mechanismus. Ten ohřívá plastové pelety na bod tání pomocí několika topných zón. Tyto zóny – obvykle rozdělené na vstupní, zadní, střední a přední – umožňují přesnou regulaci teploty, která je zásadní pro dosažení rovnoměrné kvality taveniny. Správné rozložení teploty uvnitř válce zabraňuje problémům, jako je deformace, rozměrové nepřesnosti a degradace materiálu. Tato pečlivá kontrola zajišťuje, že šnekový vstřikovací lis konzistentně poskytuje vysoce kvalitní výstup.
- Správná teplota v zóně válce je nezbytná pro efektivní provoz.
- Nesprávné nastavení může vést k vadám konečného produktu.
- Pokročilé konstrukce zlepšují energetickou účinnost a snižují provozní náklady.
Šroubový mechanismus
Šnekový mechanismus je srdcem vstřikovací jednotky. Otáčí se uvnitř válce, míchá a taví plastové pelety a zároveň tlačí roztavený materiál vpřed. Konstrukce šneku významně ovlivňuje proces tavení a vstřikování. Například stacionárníšroubové konstrukcezlepšují plastifikaci zajištěním konzistentní expozice smykovému namáhání a objemu vstřikované kapaliny. Navíc prvky, jako jsou talířové ventily, poskytují přesnou regulaci okamžitým uzavřením po zastavení šneku.
U plně elektrických šnekových vstřikovacích lisů nabízí šnekový mechanismus bezkonkurenční kontrolu nad rychlostí, tlakem a polohováním. Tato přesnost minimalizuje odchylky mezi cykly a zajišťuje konzistentní rychlost plnění a velikosti dávek. Tato vylepšení nejen zlepšují kvalitu taveniny, ale také zvyšují celkovou efektivitu procesu vstřikování.
- Automatizace a integrace robotiky dále zvyšují výrobní výkon.
- Energeticky úsporné konstrukce šroubů přispívají k úspoře nákladů.
- Udržitelné využívání materiálů je v souladu s moderními výrobními postupy.
Vstřikovací jednotka ve šnekovém vstřikovacím lisě je příkladem synergie pokročilého inženýrství a přesného řízení. Její komponenty bezproblémově spolupracují a zajišťují vysoce kvalitní, efektivní a spolehlivou výrobu.
Upínací a formovací jednotky

Upínací a lisovací jednotky jsou klíčovými součástmi vstřikovacího stroje na plasty. Zajišťují, aby forma zůstala během procesu vstřikování bezpečně uzavřena, a usnadňují výrobu přesných, vysoce kvalitních dílů. Tyto jednotky se skládají z formy, desek a motorového pohonu, přičemž každá z nich hraje v procesu vstřikování odlišnou roli.
Plíseň
Forma slouží jako dutina, kde roztavený plast nabývá tvaru. Její konstrukce přímo ovlivňuje kvalitu a konzistenci konečného produktu.Nejlepší postupy při návrhu foremkladou důraz na rovnoměrnou tloušťku stěny, aby se zabránilo vadám, jako je deformace a propadliny během chlazení. Plynulé přechody mezi různými tloušťkami, dosažené zkosením nebo zaoblením, dále zvyšují strukturální integritu.
- Správná tloušťka stěny zabraňuje kosmetickým vadám, jako je deformace a propadnutí.
- Konstrukční pevnost lze zlepšit žebry a výztuhami namísto zvětšování tloušťky.
- Techniky návrhu experimentů (DOE) pomáhají včas identifikovat nedostatky a zajistit optimální výkon a spolehlivost.
U vstřikovacího lisu se šnekovým typem zajišťuje přesnost formy možnost výroby složitých návrhů a dosažení přesných tolerancí. Tato schopnost je ideální pro výrobu složitých dílů s konzistentní kvalitou.
Desky
Vstřikovací desky jsou velké ploché desky, které drží formu na místě a rovnoměrně rozkládají upínací sílu. Jejich konstrukce a strukturální integrita jsou zásadní pro udržení vyrovnání formy a zajištění rovnoměrného tlaku během procesu vstřikování. Mezi klíčové technické parametry, které ovlivňují účinnost desek, patří nárazová hmotnost, únosnost a strukturální optimalizace.
| Parametr | Dopad na zarovnání formy |
|---|---|
| Vliv hmotnosti | Tvoří téměř 70 % celkové hmotnosti stroje, což ovlivňuje stabilitu a vyrovnání. |
| Ekonomický význam | Optimalizace návrhu snižuje spotřebu surovin a zvyšuje nákladovou efektivitu. |
| Dopad na výkon | Zajišťuje správné zarovnání formy a rovnoměrné rozložení tlaku, což je zásadní pro vysoce kvalitní výrobu. |
| Strukturální optimalizace | Zlepšuje velikost, tvar a rozložení materiálu pro lepší zarovnání. |
| Nosnost | Zvyšuje trvanlivost a podporuje vyrovnání formy při provozním namáhání. |
U vstřikolisů se šnekovým typem přispívají desky k tomu, aby stroj dokázal vyrábět díly s vysokou rozměrovou přesností. Jejich robustní konstrukce zajišťuje odolnost a konzistentní výkon i při vysokých upínacích silách.
Pohon motoru
Motorový pohon pohání upínací mechanismus, což umožňuje přesné otevírání a zavírání formy. Hraje klíčovou roli v udržení rychlosti a přesnosti procesu upínání.Moderní motorové pohony, zejména u plně elektrických strojů, nabízí vylepšenou kontrolu nad upínací silou a polohováním. Tato přesnost minimalizuje opotřebení formy a zkracuje doby cyklů, čímž zlepšuje celkovou efektivitu.
Energeticky úsporné motorové pohony také přispívají k úspoře nákladů a udržitelnosti. Optimalizací spotřeby energie jsou v souladu s moderními výrobními postupy, které upřednostňují odpovědnost za životní prostředí. U šnekového vstřikovacího lisu zajišťuje motorový pohon bezproblémový provoz a podporuje vysokorychlostní výrobu bez kompromisů v kvalitě.
Tip:Pravidelná údržba motorového pohonu může prodloužit jeho životnost a zabránit neočekávaným prostojům, čímž zajistí nepřerušenou výrobu.
Upínací a lisovací jednotky jsou příkladem synergie inženýrství a přesnosti u vstřikovacích lisů na plasty. Jejich konstrukce a funkčnost přímo ovlivňují schopnost stroje efektivně a spolehlivě vyrábět vysoce kvalitní díly.
Systémy vytápění a regulace teploty
Efektivní systémy ohřevu a regulace teploty jsou nezbytné pro udržení kvality a konzistence procesů vstřikování plastů. Tyto systémy zajišťují, že plastový materiál dosáhne správného bodu tání a že teplota formy zůstane po celou dobu cyklu stabilní.
Ohřívače sudů
Ohřívače sudůhrají klíčovou roli v tavení plastových pelet na optimální teplotu. Používají více topných zón k dosažení přesné regulace teploty, která je nezbytná pro rovnoměrnou kvalitu taveniny. Efektivní řízení teploty zvyšuje energetickou účinnost a zlepšuje povrchovou úpravu lisovaných dílů.
- Správná regulace teploty v sudech zabraňuje degradaci materiálu, zejména během delší doby zdržení.
- Udržování cílové teploty taveniny přibližně 240 °C zajišťuje konzistentní tok materiálu a snižuje počet vad.
- Kolísání teploty v sudu může negativně ovlivnit kvalitu produktu, proto je nezbytné pečlivé sledování.
Pokročilé konstrukce válců často obsahují energeticky úsporné topné prvky, které snižují provozní náklady a zároveň zachovávají vysoký výkon. Tyto vlastnosti jsou v souladu s moderními výrobními postupy, které upřednostňují udržitelnost a efektivitu.
Ohřívače forem
Ohřívače forem regulují teplotu formy, čímž zajišťují konzistentní kvalitu dílů a zkracují doby cyklů. Tloušťka materiálu formy významně ovlivňuje rychlost přenosu tepla. Silnější části udržují teplo déle, zatímco tenčí části chladnou rychleji. Úprava nastavení ohřívače formy na základě tloušťky materiálu zabraňuje problémům, jako je deformace, a zajišťuje rovnoměrné rozložení teploty.
Vědecké techniky vstřikování dále optimalizují výkon ohřívače forem. Tyto metodologie minimalizují doby spouštění, snižují míru zmetkovitosti a zvyšují konzistenci procesu. Udržováním přesných teplot forem dosahují výrobci vyšší ziskovosti a efektivity.
Mechanismus regulace teploty
Ten/Ta/Tomechanismus regulace teplotyzajišťuje stabilitu a přesnost během procesu vstřikování. Pokročilé strategie, jako je odborně nastavitelná fuzzy regulace, kombinují tradiční PID regulaci s fuzzy logikou pro optimalizaci teploty válce. Tento přístup minimalizuje překmit a oscilace, čímž zlepšuje celkový výkon systému.
| Strategie řízení | Popis |
|---|---|
| Odborně nastavitelné fuzzy ovládání | Kombinuje expertní, fuzzy a PID regulaci pro zvýšení stability a přesnosti. |
| PID regulace | Tradiční metoda je náchylná k překmitům a oscilacím. |
| Prediktivní řízení modelu | Sleduje rychlost vstřikování a zlepšuje tak přesnost v procesech vstřikování. |
Modely strojového učení, jako jsou algoritmy náhodného lesa, také přispívají k energetické účinnosti identifikací klíčových faktorů ovlivňujících spotřebu energie. Tyto inovace umožňují výrobcům vyvážit spotřebu energie s kvalitou dílů, což dále zvyšuje udržitelnost vstřikovacích operací.
Hydraulické a řídicí jednotky
Hydraulické a řídicí jednotky jsou základními součástmi vstřikovacího lisu na plasty. Tyto systémy spolupracují, aby zajistily přesný provoz, efektivní výkon akonzistentní kvalita produktů.
Hydraulický systém
Hydraulický systém pohání pohyb vstřikovacích a upínacích mechanismů. Generuje sílu potřebnou ke vstřikování roztaveného plastu do formy a udržuje upínací tlak během procesu vstřikování. Hydraulická čerpadla, ventily a válce tvoří jádro tohoto systému a zajišťují kontrolovaný a spolehlivý výkon.
Moderní hydraulické systémy zahrnují pokročilé technologiezvýšit efektivituČerpadla s proměnným výtlakem upravují průtok na základě provozních potřeb stroje, čímž snižují spotřebu energie. Proporcionální ventily navíc poskytují přesnou regulaci tlaku a průtoku, což zajišťuje plynulé a přesné pohyby. Tyto vlastnosti přispívají ke schopnosti stroje vyrábět vysoce kvalitní díly s minimálním odpadem.
Tip:Pravidelná údržba hydraulických součástí, jako je kontrola těsnosti a sledování kvality oleje, může prodloužit životnost systému a zabránit prostojům.
Ovládací panel
Ovládací panel funguje jako mozek vstřikovacího stroje. Monitoruje a reguluje všechny funkce stroje a zajišťuje tak optimální výkon. Ovládací panel je vybaven senzory a shromažďuje data v reálném čase o kritických parametrech, jako je teplota, tlak a poloha. Například:
- Senzory měří teplotu a tlak a poskytují zpětnou vazbu.
- Prstencové membránové senzory zajišťují přesné měření polohy pomocí tenzometrických článků.
Modely strojového učení integrované do ovládacího panelu dále rozšiřují jeho možnosti. Tyto modely předpovídají parametry kvality dílů, jako je mez kluzu a modul, a optimalizují nastavení procesu pro dosažení konzistentních výsledků. Experimentální zjištění ověřují tyto modely porovnáním předpovězených hodnot se skutečnými výsledky, což potvrzuje jejich účinnost při zvyšování efektivity výroby.
Hydraulické a řídicí jednotky jsou příkladem synergie mechanických a digitálních technologií a zajišťují přesnost a spolehlivost vstřikovacích lisů na plasty.
Mechanismy podávání a vyhazování
Podávací jednotka
Ten/Ta/Tokrmná jednotkazajišťuje konzistentní dodávku surového plastového materiálu do vstřikovacího lisu. Obvykle se skládá z násypky a podávacího šneku. Násypka ukládá plastové pelety a směruje je do válce, kde se materiál taví. Gravitace a řízené vibrace usnadňují plynulý tok pelet a zabraňují ucpávání nebo přerušení výroby.
Moderní podávací jednotky často zahrnují pokročilé funkce, jako jsou systémy sušení materiálu. Tyto systémy odstraňují vlhkost z pelet, což je zásadní pro udržení kvality taveniny a prevenci vad v konečném produktu. Automatizované podávací mechanismy navíc zvyšují efektivitu synchronizací dodávky materiálu s provozní rychlostí stroje. Tato synchronizace minimalizuje plýtvání materiálem a zajišťuje nepřerušované výrobní cykly.
Vyhazovací jednotka
Ten/Ta/Tovyhazovací jednotkahraje zásadní roli při vyjímání výlisku z dutiny formy po ochlazení. Používá vyhazovací kolíky, desky nebo proudy vzduchu k uvolnění hotového výrobku bez jeho poškození. Přesnost načasování a síly vyhazování je nezbytná pro zachování integrity výlisku a prevenci vad, jako je deformace nebo praskání.
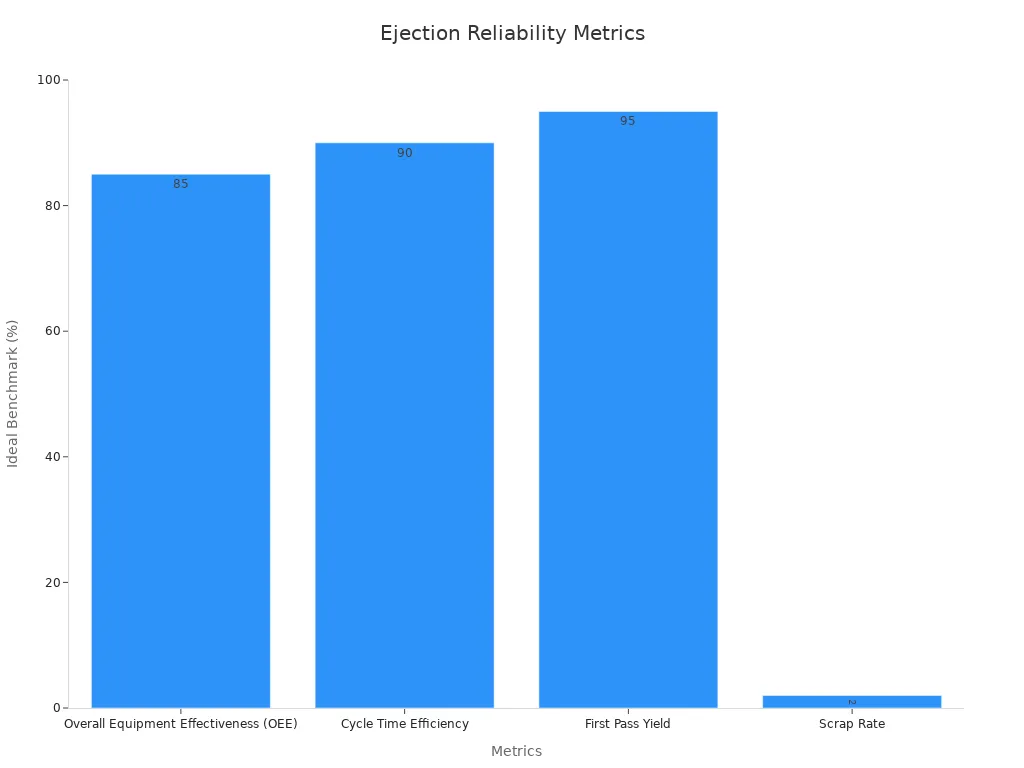
Spolehlivé vyhazovací jednotky výrazně zkracují prostoje výrobního cyklu. Jejich výkon potvrzují metriky, jako je celková efektivita zařízení (OEE), efektivita doby cyklu a výtěžnost prvního průchodu (FPY). Například:
| Metrický | Popis | Ideální benchmark |
|---|---|---|
| Celková efektivita zařízení (OEE) | Měří efektivitu výroby; vypočítává se z dostupnosti, výkonu a kvality. | ~85 % |
| Efektivita doby cyklu | Sleduje čas potřebný k dokončení jednoho výrobního cyklu; kratší časy zvyšují propustnost. | 90 % nebo vyšší |
| Výtěžnost při prvním průchodu (FPY) | Procento produktů vyrobených správně napoprvé; vysoké hodnoty naznačují efektivní procesy. | >95 % |
| Míra zmetkovitosti | Procento vyřazených materiálů; nižší sazby zvyšují ziskovost. | <2 % |
Pokročilé vyhazovací systémy integrují senzory pro monitorování a dynamické nastavení vyhazovací síly. Tyto inovace zajišťují konzistentní kvalitu dílů a zároveň minimalizují opotřebení formy a součástí stroje. Pravidelná údržba vyhazovací jednotky dále zvyšuje její spolehlivost a prodlužuje její provozní životnost.
Vstřikovací lis na plasty integruje pokročilé komponenty pro dosažení výjimečného výkonu. Každá součástka přispívá k efektivitě výroby, kvalitě a spolehlivosti. Zvládnutí těchto systémů zajišťuje optimální výsledky.
| Metrický | Popis |
|---|---|
| Efektivita výroby | Odráží, jak efektivně jsou suroviny transformovány na hotové výrobky. |
| Míra zmetkovitosti | Udává procento produkce, která nesplňuje standardy kvality. |
| Prostoje stroje | Ovlivňuje efektivitu výroby a provozní náklady, což je nezbytné pro ziskovost. |
Pochopení těchto metrik zdůrazňuje roli stroje v dosahování konzistentního a vysoce kvalitního výstupu.
Často kladené otázky
1. Jaké materiály lze použít ve vstřikovacích lisech na plasty?
Vstřikovací stroje na plasty zpracovávají termoplasty jako ABS, polypropylen a nylon. Zpracovávají také technické plasty, jako je polykarbonát a PEEK.
2. Jaký vliv má regulace teploty na kvalitu produktu?
Přesná regulace teploty zajišťuje rovnoměrnou kvalitu taveniny, snižuje vady a zvyšuje rozměrovou přesnost. Zabraňuje degradaci materiálu během prodloužených zpracovatelských cyklů.
3. Jaké postupy údržby zlepšují výkon stroje?
Pravidelné mazání, kontroly hydraulického systému a čištění podávacích jednotek zabraňují opotřebení a prostojům. Monitorovací senzory zajišťují konzistentní provoz a prodlužují životnost stroje.
Čas zveřejnění: 28. května 2025